hello,
You can measure your RMS voltage. You must use a electric voltmeter able to measure true RMS valúes.
http://en.m.wikipedia.org/wiki/Root_mean_square
Sergio Muñoz
IWE-IIW
http://weld-ING.blogspot.com
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Friday, October 31, 2014
[MW:22195] Pulsed Mode GTAW HEAT INPUT calculations
How i can measure travelling speed and current in pulsed mode GTAW.
Because there are always 2 values of these parameters 1 for high pulse(HP) and 1 for low pulse(L).
i actually want to calculate heat input for this.so any guidance will be appreciated.
Because there are always 2 values of these parameters 1 for high pulse(HP) and 1 for low pulse(L).
i actually want to calculate heat input for this.so any guidance will be appreciated.
i.e. my data is
HP current 112 A
LP current 56 A
HP time 0.31 sec
LP time 0.31 sec
HP travelling speed 1 mm/min
LP travelling speed 150 mm/min
also can anyone tell me how can i find arc voltage value in machine data because i am using ORBIMAT 300 CA model of orbital welding machine and i can't find arc voltage value.thanx in advance
For more details i have attached a document with this Post.
For more details i have attached a document with this Post.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22194] Heat input in GTAW- P- HW
guys
-- do you have formula for calculating of heat input in GTAW -Puls-Hot wire ?
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Thursday, October 30, 2014
Re: [MW:22193] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
Dear Asif there are three cases when PWHT/HEAT TREATMENT is required first 1) When butt weld if the pipe wall thickness is more than 20mm
2.) if the thickness given in sketches 1,2,3,4,5 after adding them it's coming twice the minimum requires thickness for PWHT that is 20 so 2x20=40mm suppose Tb+Tc=41mm than its requires PWHT.
3.) for P1 material if the throat thickness is more than 16 mm.
4.) for P-No.3,4,5,or 10A materials when throat thickness is more than 13mm .
Hope its clear to you now...
Ishwar Dhiman
Sent from my iPad
> On 27-Oct-2014, at 3:56 pm, "'Prakash Hegde' via Materials & Welding" <materials-welding@googlegroups.com> wrote:
>
> Hi!
> I tried to explain in attached file Hope it may give some idea If you need still more details Please put up your exact problem with all details
> Regards
>
> Hegde Prakash
> --------------------------------------------
> On Sun, 26/10/14, 'Asif Shahzad' via Materials & Welding <materials-welding@googlegroups.com> wrote:
>
> Subject: [MW:22174] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
> To: "materials welding" <materials-welding@googlegroups.com>
> Date: Sunday, 26 October, 2014, 11:59 AM
>
> Dear Expert,
> Can any body explain the portion of
> Governing Thickness 331.1.3 in the section of heat treatment
> in ASME B 31.3.I cant not understand it i need
> explanation,
> I shall be very thankful for your
> kind consideration. Regards,
>
> .Asif
>
>
>
>
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
> <Interpretaion Document.docx>
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
2.) if the thickness given in sketches 1,2,3,4,5 after adding them it's coming twice the minimum requires thickness for PWHT that is 20 so 2x20=40mm suppose Tb+Tc=41mm than its requires PWHT.
3.) for P1 material if the throat thickness is more than 16 mm.
4.) for P-No.3,4,5,or 10A materials when throat thickness is more than 13mm .
Hope its clear to you now...
Ishwar Dhiman
Sent from my iPad
> On 27-Oct-2014, at 3:56 pm, "'Prakash Hegde' via Materials & Welding" <materials-welding@googlegroups.com> wrote:
>
> Hi!
> I tried to explain in attached file Hope it may give some idea If you need still more details Please put up your exact problem with all details
> Regards
>
> Hegde Prakash
> --------------------------------------------
> On Sun, 26/10/14, 'Asif Shahzad' via Materials & Welding <materials-welding@googlegroups.com> wrote:
>
> Subject: [MW:22174] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
> To: "materials welding" <materials-welding@googlegroups.com>
> Date: Sunday, 26 October, 2014, 11:59 AM
>
> Dear Expert,
> Can any body explain the portion of
> Governing Thickness 331.1.3 in the section of heat treatment
> in ASME B 31.3.I cant not understand it i need
> explanation,
> I shall be very thankful for your
> kind consideration. Regards,
>
> .Asif
>
>
>
>
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
> <Interpretaion Document.docx>
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Wednesday, October 29, 2014
Re: [MW:22192] Rust on Stainless Steel Weld Joints
Dear All,
If the rust stains also observed in the pipe itself as well as on the weld joints. What would be the root cause for that.
Dust observed on the pipe. is that may the reason for the rust stains and what the suspected deterioration rate for that.
How to prevent all of these?
Thanks.
On Mon, Oct 27, 2014 at 2:20 PM, 'Agustin Jimenez' via Materials & Welding <materials-welding@googlegroups.com> wrote:
Hi
I recomended clean whith citric acid if rust is deep, remove the weld .
Agustin jiménez
Level 2 Ut, rt , pt, vt, mt
CWI
'Prakash Hegde' via Materials & Welding <materials-welding@googlegroups.com> escribió:
>Hi!
>In addition to improper use of Wire brush,Excessive grinding caused the removal of Cr Oxide film and after that Improper Pickling and passivation causes such type of rusted surface
>Regards
>
>Hegde Prakash
>
>
>
>--------------------------------------------
>On Sun, 26/10/14, Vino Varghese <vinopvarghese@gmail.com> wrote:
>
> Subject: Re: [MW:22173] Rust on Stainless Steel Weld Joints
> To: materials-welding@googlegroups.com
> Date: Sunday, 26 October, 2014, 8:27 PM
>
> Hi!!
> Most probably the wire brush/grinding wheel
> (Carbon Steel) would have played the culprit.
> Please check that SS wire brush of good quality
> has been used.
> RegardsVino
>
> On Sat, Oct 25, 2014
> at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
> wrote:
>
>
>
>
>
> Incorrect filler metal or contaminated brush/grinding
> discs. PMI the weld metal to determine metallurgy.
>
>
>
> Sent from my iPhone
>
>
> On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com>
> wrote:
>
>
>
>
>
>
> Hi,
>
>
>
> It has been observed on all weld joints were corroded with
> rust, but components dont have any rust. can any one answer
> me the reason why weld joints have only corrosion not on
> base metal?
>
>
>
> Pipe : A312 TP 316 L
>
> Filler wire : ER316L
>
> Weld Type : Butt weld
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at
> http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to
> materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
>
>
> --
>
> To post to this group, send email to materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>--
>To post to this group, send email to materials-welding@googlegroups.com
>To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
>---
>You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
>To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22188] Filler material usage
Dear all pl I need your guide line as per your experiences; we have SS to SS job, our WPS says P8 to P8 for SMAW process, but the material is 304L to 316Ti, while we are using E308L (for root and hot) & E308L-16 (for fill & Caps), in both F-No and A-No are same. (while we have to use E318-15 or E318-17 for SMAW), need your suggestion.
2ndly for dissimilar materials SS-CS have P1-P8 electrode can we use E309L-16 for GTAW for tack welding.
Pl suggest as per AMSE-XI or else.
thanks
Jhon Ibraham
Dammam l 2nd Industrial Area
KSA
Tuesday, October 28, 2014
Re: [MW:22189] REGARDING Impact test of VESSEL PRODUCTION TEST COUPON
Dear Karthik,
-- Average value for energy joule is ok but considering individual, it needs min 20 J, which has not obtained.
So Inspector or client can reject or ask them for re-test.
Regards
Shaneeb
QA/QC Engineer
On Wednesday, December 28, 2011 11:28:02 AM UTC+4, Karthik wrote:
On Wednesday, December 28, 2011 11:28:02 AM UTC+4, Karthik wrote:
Hi,As per ASME Sec.VIII,Div.1-UG84,The minimum impact energy for one specimen shall not be less than 2⁄3 of the average energy required for three specimens. The average impactenergy value of the three specimens may be rounded to the nearest J.Thanks & Regards,(Karthik)Karthikeyan.SQA/QC ManagerGetabec Energy Co.,Ltd.379,Moo6,Soi8,Nikhomphatana,Rayong-21180,Thailand.Phone: 0066 38 897035-8 (Off)Fax: 0066 38 897034Hand Phone: 0066 892512282
From: Harish Kannepalli <harishka...@gmail.com>
To: material...@googlegroups.com
Sent: Wednesday, December 28, 2011 12:08 AM
Subject: Re: [MW:13334] REGARDING Impact test of VESSEL PRODUCTION TEST COUPON
Dear Vivek,--70% of required average is ok, ur values r ok to pass the PTC.2011/12/27 Vivek Pandey <vivek....@gmail.com>
Respected All,
I want your suggestion about Impact test of vessel production test, I
have tested a stress relieved PTC Impact test on weld & HAZ AT -47
DEG. PTC has failed again I have done reheat treatment & Retest with
same cycle of the job. PTC has failed in one indivzual value by 1
joule.Value is like this way 28, 19, 34.
Is there any acceptance criteria as per ASME SECTION VIII DIV 1. other
wise all weld of category A B C D to be gauged & reweld.
Kindly solve my query as soon as possible
Regards
VIVEK PANDEY
--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
--regards,Harish.
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22190] REGARDING Impact test of VESSEL PRODUCTION TEST COUPON
Vivek,
Why did you go for production welding without passing impact test, so no question will come for gouging category A,B,C .
Regards
shaneeb
On Wednesday, December 28, 2011 11:28:02 AM UTC+4, Karthik wrote:
On Wednesday, December 28, 2011 11:28:02 AM UTC+4, Karthik wrote:
Hi,As per ASME Sec.VIII,Div.1-UG84,The minimum impact energy for one specimen shall not be less than 2⁄3 of the average energy required for three specimens. The average impactenergy value of the three specimens may be rounded to the nearest J.Thanks & Regards,(Karthik)Karthikeyan.SQA/QC ManagerGetabec Energy Co.,Ltd.379,Moo6,Soi8,Nikhomphatana,Rayong-21180,Thailand.Phone: 0066 38 897035-8 (Off)Fax: 0066 38 897034Hand Phone: 0066 892512282
From: Harish Kannepalli <harishka...@gmail.com>
To: material...@googlegroups.com
Sent: Wednesday, December 28, 2011 12:08 AM
Subject: Re: [MW:13334] REGARDING Impact test of VESSEL PRODUCTION TEST COUPON
Dear Vivek,--70% of required average is ok, ur values r ok to pass the PTC.2011/12/27 Vivek Pandey <vivek....@gmail.com>
Respected All,
I want your suggestion about Impact test of vessel production test, I
have tested a stress relieved PTC Impact test on weld & HAZ AT -47
DEG. PTC has failed again I have done reheat treatment & Retest with
same cycle of the job. PTC has failed in one indivzual value by 1
joule.Value is like this way 28, 19, 34.
Is there any acceptance criteria as per ASME SECTION VIII DIV 1. other
wise all weld of category A B C D to be gauged & reweld.
Kindly solve my query as soon as possible
Regards
VIVEK PANDEY
--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
--regards,Harish.
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22191] RE: 22185] material/grade of pipe for water with minor silt
Dear Laxman,
i m using.this pipe with a pump. Pressure is about 80 bar. Yes its above ground. The water has some silt content. The silt size is about 300 mesh.
On Tuesday, October 28, 2014, Lakshman <lakshmankumar4@gmail.com> wrote:
> Hi,
> Please let the issue elobarated further to anyalyse in detail like as....
> Operating Pressure,and velocities
> Under ground or above ground
> Sweet water or sea water
> Pipe joining facilitation
> Pipe Dia to check the fieasability for any coating etc
>
> Thanks and regards,
> Lakshman Kumar.B
> 9440031459
> ________________________________
> From: Kadir godil
> Sent: 28-10-2014 16:44
> To: materials-welding@googlegroups.com
> Subject: [MW:22185] material/grade of pipe for water with minor silt
>
> dear experts,
> i require your help in selecting a piping grade for water containing minor silt. i am afraid of erosion inside the pipe. which grade should i select?
> if you can mention ASTM grade it will be of great help.
> thank you.
> sincerely,
> kadir
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
> --
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
i m using.this pipe with a pump. Pressure is about 80 bar. Yes its above ground. The water has some silt content. The silt size is about 300 mesh.
On Tuesday, October 28, 2014, Lakshman <lakshmankumar4@gmail.com> wrote:
> Hi,
> Please let the issue elobarated further to anyalyse in detail like as....
> Operating Pressure,and velocities
> Under ground or above ground
> Sweet water or sea water
> Pipe joining facilitation
> Pipe Dia to check the fieasability for any coating etc
>
> Thanks and regards,
> Lakshman Kumar.B
> 9440031459
> ________________________________
> From: Kadir godil
> Sent: 28-10-2014 16:44
> To: materials-welding@googlegroups.com
> Subject: [MW:22185] material/grade of pipe for water with minor silt
>
> dear experts,
> i require your help in selecting a piping grade for water containing minor silt. i am afraid of erosion inside the pipe. which grade should i select?
> if you can mention ASTM grade it will be of great help.
> thank you.
> sincerely,
> kadir
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
> --
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22186] RE: 22185] material/grade of pipe for water with minor silt
Hi,
Please let the issue elobarated further to anyalyse in detail like as....
Operating Pressure,and velocities
Under ground or above ground
Sweet water or sea water
Pipe joining facilitation
Pipe Dia to check the fieasability for any coating etc
Thanks and regards,
Lakshman Kumar.B
9440031459
Please let the issue elobarated further to anyalyse in detail like as....
Operating Pressure,and velocities
Under ground or above ground
Sweet water or sea water
Pipe joining facilitation
Pipe Dia to check the fieasability for any coating etc
Thanks and regards,
Lakshman Kumar.B
9440031459
From: Kadir godil
Sent: 28-10-2014 16:44
To: materials-welding@googlegroups.com
Subject: [MW:22185] material/grade of pipe for water with minor silt
dear experts,
-- i require your help in selecting a piping grade for water containing minor silt. i am afraid of erosion inside the pipe. which grade should i select?
if you can mention ASTM grade it will be of great help.
thank you.
sincerely,
kadir
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22186] RE: 22178] Underground Piping/Pipeline RT %
Hi,
First check with client spec and their requirement, then look in to the pipe category, pressure ratings, pressure class and design criteria for joint efficiency.
In Each of the aspect you have to cross check with the % of RT and should comply to all.
And finally RT is carrying for cross checking the weld quality and not for any of the sake, hence your WPS,WPQ will also influence the % of RT.
Thanks and regards,
Lakshman Kumar.B
9440031459
First check with client spec and their requirement, then look in to the pipe category, pressure ratings, pressure class and design criteria for joint efficiency.
In Each of the aspect you have to cross check with the % of RT and should comply to all.
And finally RT is carrying for cross checking the weld quality and not for any of the sake, hence your WPS,WPQ will also influence the % of RT.
Thanks and regards,
Lakshman Kumar.B
9440031459
From: tugrulhan özdemir
Sent: 27-10-2014 16:05
To: materials-welding@googlegroups.com
Subject: [MW:22178] Underground Piping/Pipeline RT %
Dear members
Is there anyone knows a code or standard mentioning the RT percentage for undergorund Piping or pipeline.
Regards
Tugrulhan OZDEMIR
API 653 Ins.
-- Is there anyone knows a code or standard mentioning the RT percentage for undergorund Piping or pipeline.
Regards
Tugrulhan OZDEMIR
API 653 Ins.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22184] SUB: WPS HF OVERLAY WITH ITERMEDIATE LAYER OF 307Si
Dear Experts,
I have a typical problem. I request your expert guidance.
I have a requirement to do a HF overlay with stellite 6 on P1 base material using an intermediate (buffer) layer of SS 307Si.
My question is:
- In the WPS (per ASME SEC IX) do I need to do a separate PQR qualification test for intermediate layer as CR Overlay?
- Subsequently when I make HF overlay on the intermediate layer, which one is considered as base material (P1 material or intermediate metal)?
Thanks,
MANIVANNAN.P
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22185] material/grade of pipe for water with minor silt
dear experts,
-- i require your help in selecting a piping grade for water containing minor silt. i am afraid of erosion inside the pipe. which grade should i select?
if you can mention ASTM grade it will be of great help.
thank you.
sincerely,
kadir
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22182] Re: Underground Piping/Pipeline RT %
Hello
El lunes, 27 de octubre de 2014 03:59:23 UTC-5, tugrulhan özdemir escribió:
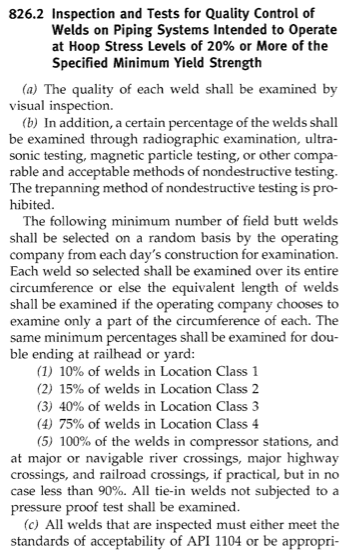
-- If your pipeline is in the scope of ASME B31.8 you should paragraph 826.2; other codes could have different requirements.
Sergio Antonio Muñoz Pinzón
IWE-IIW
http://Weld-ING.blogspot.com
El lunes, 27 de octubre de 2014 03:59:23 UTC-5, tugrulhan özdemir escribió:
Dear members
Is there anyone knows a code or standard mentioning the RT percentage for undergorund Piping or pipeline.
Regards
Tugrulhan OZDEMIR
API 653 Ins.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22183] Re: Bend angle
Hello,
-- Minimum bend radius depends of your design code, pipe's diameter, allowable stress, thickness; when inspecting look for buckling, cracks, and else. In the field the angle is function of the profile.
http://books.google.com.co/books?id=rq69qn9WpQAC&pg=PA52&lpg=PA52&dq=cold+bend+radius+pipe&source=bl&ots=KV2jASYjEQ&sig=oTqrX_bLBRZ3xTjnULO9F4ytmZY&hl=en&sa=X&ei=gghPVKiNJ4magwS0lIHYDQ&redir_esc=y#v=onepage&q=cold%20bend%20radius%20pipe&f=false
Sergio Antonio Muñoz Pinzón
IWE-IIW
http://Weld-ING.blogspot.com
El lunes, 27 de octubre de 2014 12:16:56 UTC-5, balaji escribió:
El lunes, 27 de octubre de 2014 12:16:56 UTC-5, balaji escribió:
Dear all,
I would like to know for field cold bending what are the inspection points need to check.also in the drawing bending angle only mentioned how to calculate get radious and ensuring that please advice me.Thanks in advance.
Regards,
Balaji
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Monday, October 27, 2014
[MW:22181] Bend angle
Dear all,
I would like to know for field cold bending what are the inspection points need to check.also in the drawing bending angle only mentioned how to calculate get radious and ensuring that please advice me.
Thanks in advance.
Regards,
Balaji
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22177] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
Hi!
I tried to explain in attached file Hope it may give some idea If you need still more details Please put up your exact problem with all details
Regards
Hegde Prakash
--------------------------------------------
On Sun, 26/10/14, 'Asif Shahzad' via Materials & Welding <materials-welding@googlegroups.com> wrote:
Subject: [MW:22174] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
To: "materials welding" <materials-welding@googlegroups.com>
Date: Sunday, 26 October, 2014, 11:59 AM
Dear Expert,
Can any body explain the portion of
Governing Thickness 331.1.3 in the section of heat treatment
in ASME B 31.3.I cant not understand it i need
explanation,
I shall be very thankful for your
kind consideration. Regards,
.Asif
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
I tried to explain in attached file Hope it may give some idea If you need still more details Please put up your exact problem with all details
Regards
Hegde Prakash
--------------------------------------------
On Sun, 26/10/14, 'Asif Shahzad' via Materials & Welding <materials-welding@googlegroups.com> wrote:
Subject: [MW:22174] ASME B31.3 Heat Treatment Governing Thickness 331.1.3
To: "materials welding" <materials-welding@googlegroups.com>
Date: Sunday, 26 October, 2014, 11:59 AM
Dear Expert,
Can any body explain the portion of
Governing Thickness 331.1.3 in the section of heat treatment
in ASME B 31.3.I cant not understand it i need
explanation,
I shall be very thankful for your
kind consideration. Regards,
.Asif
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22177] Rust on Stainless Steel Weld Joints
Hi
I recomended clean whith citric acid if rust is deep, remove the weld .
Agustin jiménez
Level 2 Ut, rt , pt, vt, mt
CWI
'Prakash Hegde' via Materials & Welding <materials-welding@googlegroups.com> escribió:
>Hi!
>In addition to improper use of Wire brush,Excessive grinding caused the removal of Cr Oxide film and after that Improper Pickling and passivation causes such type of rusted surface
>Regards
>
>Hegde Prakash
>
>
>
>--------------------------------------------
>On Sun, 26/10/14, Vino Varghese <vinopvarghese@gmail.com> wrote:
>
> Subject: Re: [MW:22173] Rust on Stainless Steel Weld Joints
> To: materials-welding@googlegroups.com
> Date: Sunday, 26 October, 2014, 8:27 PM
>
> Hi!!
> Most probably the wire brush/grinding wheel
> (Carbon Steel) would have played the culprit.
> Please check that SS wire brush of good quality
> has been used.
> RegardsVino
>
> On Sat, Oct 25, 2014
> at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
> wrote:
>
>
>
>
>
> Incorrect filler metal or contaminated brush/grinding
> discs. PMI the weld metal to determine metallurgy.
>
>
>
> Sent from my iPhone
>
>
> On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com>
> wrote:
>
>
>
>
>
>
> Hi,
>
>
>
> It has been observed on all weld joints were corroded with
> rust, but components dont have any rust. can any one answer
> me the reason why weld joints have only corrosion not on
> base metal?
>
>
>
> Pipe : A312 TP 316 L
>
> Filler wire : ER316L
>
> Weld Type : Butt weld
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at
> http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to
> materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
>
>
> --
>
> To post to this group, send email to materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>--
>To post to this group, send email to materials-welding@googlegroups.com
>To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
>---
>You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
>To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
I recomended clean whith citric acid if rust is deep, remove the weld .
Agustin jiménez
Level 2 Ut, rt , pt, vt, mt
CWI
'Prakash Hegde' via Materials & Welding <materials-welding@googlegroups.com> escribió:
>Hi!
>In addition to improper use of Wire brush,Excessive grinding caused the removal of Cr Oxide film and after that Improper Pickling and passivation causes such type of rusted surface
>Regards
>
>Hegde Prakash
>
>
>
>--------------------------------------------
>On Sun, 26/10/14, Vino Varghese <vinopvarghese@gmail.com> wrote:
>
> Subject: Re: [MW:22173] Rust on Stainless Steel Weld Joints
> To: materials-welding@googlegroups.com
> Date: Sunday, 26 October, 2014, 8:27 PM
>
> Hi!!
> Most probably the wire brush/grinding wheel
> (Carbon Steel) would have played the culprit.
> Please check that SS wire brush of good quality
> has been used.
> RegardsVino
>
> On Sat, Oct 25, 2014
> at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
> wrote:
>
>
>
>
>
> Incorrect filler metal or contaminated brush/grinding
> discs. PMI the weld metal to determine metallurgy.
>
>
>
> Sent from my iPhone
>
>
> On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com>
> wrote:
>
>
>
>
>
>
> Hi,
>
>
>
> It has been observed on all weld joints were corroded with
> rust, but components dont have any rust. can any one answer
> me the reason why weld joints have only corrosion not on
> base metal?
>
>
>
> Pipe : A312 TP 316 L
>
> Filler wire : ER316L
>
> Weld Type : Butt weld
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at
> http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to
> materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
>
>
> --
>
> To post to this group, send email to materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>
>
>
>
> --
>
> To post to this group, send email to
> materials-welding@googlegroups.com
>
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
>
> For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>
>
> The views expressed/exchnaged in this group are members
> personel views and meant for educational purposes only,
> Users must take their own decisions w.r.t. applicable
> code/standard/contract documents.
>
> ---
>
> You received this message because you are subscribed to the
> Google Groups "Materials & Welding" group.
>
> To unsubscribe from this group and stop receiving emails
> from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>
> For more options, visit https://groups.google.com/d/optout.
>
>
>--
>To post to this group, send email to materials-welding@googlegroups.com
>To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
>For more options, visit this group's bolg at http://materials-welding.blogspot.com/
>http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
>The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
>---
>You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
>To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
>For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22178] Underground Piping/Pipeline RT %
Dear members
Is there anyone knows a code or standard mentioning the RT percentage for undergorund Piping or pipeline.
Regards
Tugrulhan OZDEMIR
API 653 Ins.
-- Is there anyone knows a code or standard mentioning the RT percentage for undergorund Piping or pipeline.
Regards
Tugrulhan OZDEMIR
API 653 Ins.
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
[MW:22179] Plasma powder not covered in ASME Sec.IIC
Dear Experts,
ASME Sec. IX talks about Plasma welding process which use Powder as the filler metal product form.
Where as when I refer to ASME Sec.IIC, this powder form is not classified.
SFA 5.21 is
" SPECIFICATION FOR BARE ELECTRODES AND RODS FOR SURFACING"
Can you please advise, whether I can classify this powder in SFA 5.21 and prepare WPS, else this becomes my special variable.
Is there any new edition in ASME Sec.IIC which says about Powder form?
Regards
Vadivel M
07829007400
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22175] Rust on Stainless Steel Weld Joints
for future references when working with stainless steel cleanliness of
prep is imperative and check you consumables and tools you using
.....check also the definition of weld decay.......use a 316L or 304 L
rod...also 321,328 or 347 have good Ti and Nb ....which have good
properties.....
On Sun, Oct 26, 2014 at 11:57 PM, Vino Varghese <vinopvarghese@gmail.com> wrote:
> Hi!!
>
> Most probably the wire brush/grinding wheel (Carbon Steel) would have played
> the culprit.
> Please check that SS wire brush of good quality has been used.
>
> Regards
> Vino
>
>
> On Sat, Oct 25, 2014 at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
> wrote:
>>
>> Incorrect filler metal or contaminated brush/grinding discs. PMI the weld
>> metal to determine metallurgy.
>>
>> Sent from my iPhone
>>
>> On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com> wrote:
>>
>> Hi,
>>
>> It has been observed on all weld joints were corroded with rust, but
>> components dont have any rust. can any one answer me the reason why weld
>> joints have only corrosion not on base metal?
>>
>> Pipe : A312 TP 316 L
>> Filler wire : ER316L
>> Weld Type : Butt weld
>>
>> --
>> To post to this group, send email to materials-welding@googlegroups.com
>> To unsubscribe from this group, send email to
>> materials-welding+unsubscribe@googlegroups.com
>> For more options, visit this group's bolg at
>> http://materials-welding.blogspot.com/
>>
>> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>>
>> The views expressed/exchnaged in this group are members personel views and
>> meant for educational purposes only, Users must take their own decisions
>> w.r.t. applicable code/standard/contract documents.
>> ---
>> You received this message because you are subscribed to the Google Groups
>> "Materials & Welding" group.
>> To unsubscribe from this group and stop receiving emails from it, send an
>> email to materials-welding+unsubscribe@googlegroups.com.
>> For more options, visit https://groups.google.com/d/optout.
>>
>> --
>> To post to this group, send email to materials-welding@googlegroups.com
>> To unsubscribe from this group, send email to
>> materials-welding+unsubscribe@googlegroups.com
>> For more options, visit this group's bolg at
>> http://materials-welding.blogspot.com/
>>
>> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>>
>> The views expressed/exchnaged in this group are members personel views and
>> meant for educational purposes only, Users must take their own decisions
>> w.r.t. applicable code/standard/contract documents.
>> ---
>> You received this message because you are subscribed to the Google Groups
>> "Materials & Welding" group.
>> To unsubscribe from this group and stop receiving emails from it, send an
>> email to materials-welding+unsubscribe@googlegroups.com.
>> For more options, visit https://groups.google.com/d/optout.
>
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at
> http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and
> meant for educational purposes only, Users must take their own decisions
> w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups
> "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an
> email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
prep is imperative and check you consumables and tools you using
.....check also the definition of weld decay.......use a 316L or 304 L
rod...also 321,328 or 347 have good Ti and Nb ....which have good
properties.....
On Sun, Oct 26, 2014 at 11:57 PM, Vino Varghese <vinopvarghese@gmail.com> wrote:
> Hi!!
>
> Most probably the wire brush/grinding wheel (Carbon Steel) would have played
> the culprit.
> Please check that SS wire brush of good quality has been used.
>
> Regards
> Vino
>
>
> On Sat, Oct 25, 2014 at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
> wrote:
>>
>> Incorrect filler metal or contaminated brush/grinding discs. PMI the weld
>> metal to determine metallurgy.
>>
>> Sent from my iPhone
>>
>> On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com> wrote:
>>
>> Hi,
>>
>> It has been observed on all weld joints were corroded with rust, but
>> components dont have any rust. can any one answer me the reason why weld
>> joints have only corrosion not on base metal?
>>
>> Pipe : A312 TP 316 L
>> Filler wire : ER316L
>> Weld Type : Butt weld
>>
>> --
>> To post to this group, send email to materials-welding@googlegroups.com
>> To unsubscribe from this group, send email to
>> materials-welding+unsubscribe@googlegroups.com
>> For more options, visit this group's bolg at
>> http://materials-welding.blogspot.com/
>>
>> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>>
>> The views expressed/exchnaged in this group are members personel views and
>> meant for educational purposes only, Users must take their own decisions
>> w.r.t. applicable code/standard/contract documents.
>> ---
>> You received this message because you are subscribed to the Google Groups
>> "Materials & Welding" group.
>> To unsubscribe from this group and stop receiving emails from it, send an
>> email to materials-welding+unsubscribe@googlegroups.com.
>> For more options, visit https://groups.google.com/d/optout.
>>
>> --
>> To post to this group, send email to materials-welding@googlegroups.com
>> To unsubscribe from this group, send email to
>> materials-welding+unsubscribe@googlegroups.com
>> For more options, visit this group's bolg at
>> http://materials-welding.blogspot.com/
>>
>> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>>
>> The views expressed/exchnaged in this group are members personel views and
>> meant for educational purposes only, Users must take their own decisions
>> w.r.t. applicable code/standard/contract documents.
>> ---
>> You received this message because you are subscribed to the Google Groups
>> "Materials & Welding" group.
>> To unsubscribe from this group and stop receiving emails from it, send an
>> email to materials-welding+unsubscribe@googlegroups.com.
>> For more options, visit https://groups.google.com/d/optout.
>
>
> --
> To post to this group, send email to materials-welding@googlegroups.com
> To unsubscribe from this group, send email to
> materials-welding+unsubscribe@googlegroups.com
> For more options, visit this group's bolg at
> http://materials-welding.blogspot.com/
> http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
>
> The views expressed/exchnaged in this group are members personel views and
> meant for educational purposes only, Users must take their own decisions
> w.r.t. applicable code/standard/contract documents.
> ---
> You received this message because you are subscribed to the Google Groups
> "Materials & Welding" group.
> To unsubscribe from this group and stop receiving emails from it, send an
> email to materials-welding+unsubscribe@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Re: [MW:22175] Rust on Stainless Steel Weld Joints
Hi!
In addition to improper use of Wire brush,Excessive grinding caused the removal of Cr Oxide film and after that Improper Pickling and passivation causes such type of rusted surface
Regards
Hegde Prakash
--------------------------------------------
On Sun, 26/10/14, Vino Varghese <vinopvarghese@gmail.com> wrote:
Subject: Re: [MW:22173] Rust on Stainless Steel Weld Joints
To: materials-welding@googlegroups.com
Date: Sunday, 26 October, 2014, 8:27 PM
Hi!!
Most probably the wire brush/grinding wheel
(Carbon Steel) would have played the culprit.
Please check that SS wire brush of good quality
has been used.
RegardsVino
On Sat, Oct 25, 2014
at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
wrote:
Incorrect filler metal or contaminated brush/grinding
discs. PMI the weld metal to determine metallurgy.
Sent from my iPhone
On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com>
wrote:
Hi,
It has been observed on all weld joints were corroded with
rust, but components dont have any rust. can any one answer
me the reason why weld joints have only corrosion not on
base metal?
Pipe : A312 TP 316 L
Filler wire : ER316L
Weld Type : Butt weld
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at
http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to
materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
In addition to improper use of Wire brush,Excessive grinding caused the removal of Cr Oxide film and after that Improper Pickling and passivation causes such type of rusted surface
Regards
Hegde Prakash
--------------------------------------------
On Sun, 26/10/14, Vino Varghese <vinopvarghese@gmail.com> wrote:
Subject: Re: [MW:22173] Rust on Stainless Steel Weld Joints
To: materials-welding@googlegroups.com
Date: Sunday, 26 October, 2014, 8:27 PM
Hi!!
Most probably the wire brush/grinding wheel
(Carbon Steel) would have played the culprit.
Please check that SS wire brush of good quality
has been used.
RegardsVino
On Sat, Oct 25, 2014
at 10:55 PM, Weaver, mark <Mark.Weaver@honeywell.com>
wrote:
Incorrect filler metal or contaminated brush/grinding
discs. PMI the weld metal to determine metallurgy.
Sent from my iPhone
On Oct 25, 2014, at 10:51 AM, "Sahavas v s" <sahavas143r@gmail.com>
wrote:
Hi,
It has been observed on all weld joints were corroded with
rust, but components dont have any rust. can any one answer
me the reason why weld joints have only corrosion not on
base metal?
Pipe : A312 TP 316 L
Filler wire : ER316L
Weld Type : Butt weld
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at
http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to
materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to
materials-welding@googlegroups.com
To unsubscribe from this group, send email to
materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members
personel views and meant for educational purposes only,
Users must take their own decisions w.r.t. applicable
code/standard/contract documents.
---
You received this message because you are subscribed to the
Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails
from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
--
To post to this group, send email to materials-welding@googlegroups.com
To unsubscribe from this group, send email to materials-welding+unsubscribe@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Subscribe to:
Posts (Atom)
-
Q: What are equivalents for standard Q 235 B (and Q 235 A) for U-channels? ...
-
Definition of buttering from ASME Section IX, QW/QB-492 Definitions: Buttering: the addition of material, by welding, on one or bot...
-
Section I. PRINT READING 3-1. GENERAL a. Drawings . Drawing or sketching is a universal language used to convey all necessary information to...
